| Services
Metal Treat |
 TUFFTRIDING
/ MELONITE QPQ TUFFTRIDING
/ MELONITE QPQ
Tufftriding is a low temperature nitriding process
that substantially upgrades wear and fatigue characteristics
of all ferrous metals. Treatment time is short and
distortion is virtually nil. The compound zone thickness
and diffusion zone depth depend on the time, specific
material being used.QPQ process is a oxidative cyclic
process. It is carried out at elevated & defined
temperature & time to improve corrosion resistance
to DIN(german standard).

Advantages of Tufftriding.
- Shorter treatment time ensures quicker delivery
- Tufftrided parts are free from galling and
seizing tendencies. This makes the process particularly
useful for nitriding cutting tools subject to
sliding wear.
- It is unique in its ability to produce a
satisfactory nitrided case in carbon steels.
PLASMA NITRIDING

Keeping in pace with the development in the industry,
Metal Treat has acquired a state-of-the art facility
for rendering the services of Plasma Nitriding,
involving considerable capital expenditure in the
year 1999 and are now offering Plasma Nitriding
services to various OEM across length and breadth
of country.
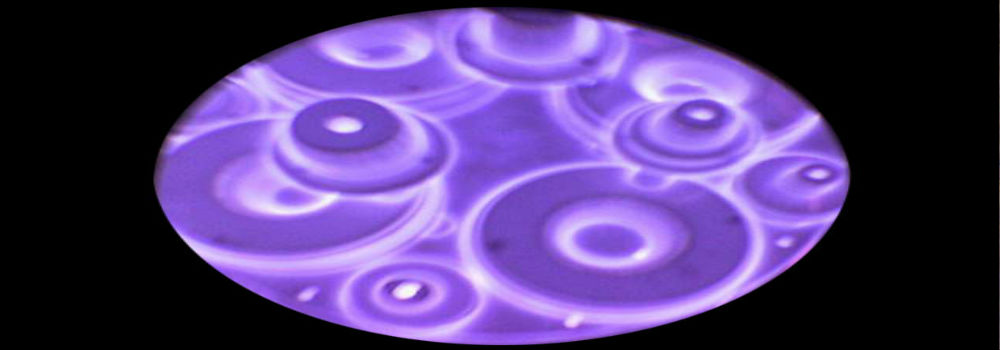
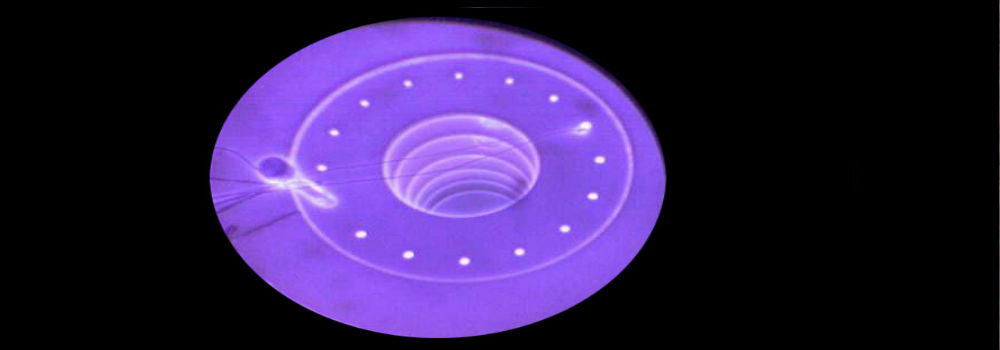
Plasma Nitriding works by placing the component
to be treated in a vacuum furnace so that it is
electrically insulated from the furnace.The vacuum
employed is relatively low, and normally, the DC
voltage does not drop in a linear way. Almost the
entire applied voltage drops directly in front of
the cathode , producing the typical luminous purple
glow seam in the cathode fall region around the
component outline. The glow seam follows every contour
of the component so that all surfaces receive uniform
ion bombardment and therefore uniform surface hardness
and case depth.Plasma Nitriding is successfully
carried out at a lower temperature and at a greater
rate than gas nitriding. Plasma Nitriding at low
temperature enables components to be treated without
the loss of base hardness and without distortion,
provided that the components are in a stress-free
condition before they are nitrided.

Plasma Nitriding produces a micro structure which
is considerably different from that produced by
gas nitriding.
The outermost layer is extremely thin, typically
2-10 microns. It is mono-phased and contains either
A or B ionitrides. It is unaffected by alcoholic
nitric acid etch and remains white - hence it is
referred to as the white layer. The mechanical properties
of the surface i.e. wear resistance, ductility and
resistance to rolling friction are much improved
by this thin and homogenous white layer.
Beneath the white layer is the diffusion zone, the
hardness and depth of which depends on the material
being treated, the treatment temperatures and the
treatment time. The treatment gas ions penetrate
the component surface where they impact, thus through
grain as well as grain boundary diffusion occurs,
producing small and evenly distributed nitride precipitates
within the nitrogen diffusion zone. As the nitrogen
precipitates in this zone are smaller and more evenly
dispersed than those produced by gas nitriding,
the ductility and tortional properties are considerably
improved.
Benefits of Plasma Nitriding
- Improves Wear Resistance, Improves fatigue
strength, improves basic strength, reduces friction,
and reduces galling.
- Latest Technology – Most modern surface
hardening process using Nitrogen.
- Cost effectiveness – No need for grinding
after Plasma Nitriding, Prolongs component life,
Saves on Plant down time, facilitates the use
of smaller section for a given applied load.
- Quality – Approved to ISO9001-2000
- Low Treatment temperature – No Distortion
– Retains base hardness
- Hardness Profile: Up to 1200 VPN / up to
0.6mm
- Effective Masking: Plasma Nitride selected
areas of component only.
- High Repeatability: Accurate control of
Plasma Nitriding treatment parameters. Repeat
items Plasma Nitrided identically.
- Range of Components: Shafts, Extruder screws,
Gears, Pins, Dies etc.
Suitable Materials
Most Alloy Steels containing Chromium, Molybdenum.
High Alloy Steels which also contains Alluminium,
Tungsten and Vanadium. Austenitic and Martensitic
Stainless Steels, Cast Irons, Plain Carbon Steel &
Mild Steel.
INDUCTION HARDENING
Induction hardening is a localized surface hardening
treatment, usually performed on round components.
The surface of the component is heated by electromagnetic
induction and then quenched to produce a hard surface.
The advantages of induction over other types of
surface hardening are many: less distortion as only
localized heating, no masking required, fast, deep
case depths greater than 0.8mm. Induction is ideal
for excavator pins, conveyer chain pins, splined
shafts and axles, guide pins, etc.
Induction Hardening is effected by passing a high
frequency current through a suitably shaped inductor
in close proximity to the surface to be hardened.
The rapid current reversal induces eddy currents
in the surface causing it to heat above the hardening
(austenitizing) temperature.
The inductor is passed slowly over the surface followed
by a spray quench to achieve the rapid heating and
cooling which results in hardening.
The process is extremely versatile and can be used
on an infinite variety of shape and size components.
Realizing the utility of this process Metal Treat
installed required equipments during 1985 and offers
the services of induction hardening of spares/ components
as per specific requirements of its customers
|
|
|
|



 1
1 2
2 3
3 4
4 5
5